pp管生產(chǎn)中的成型加工技術
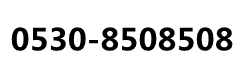
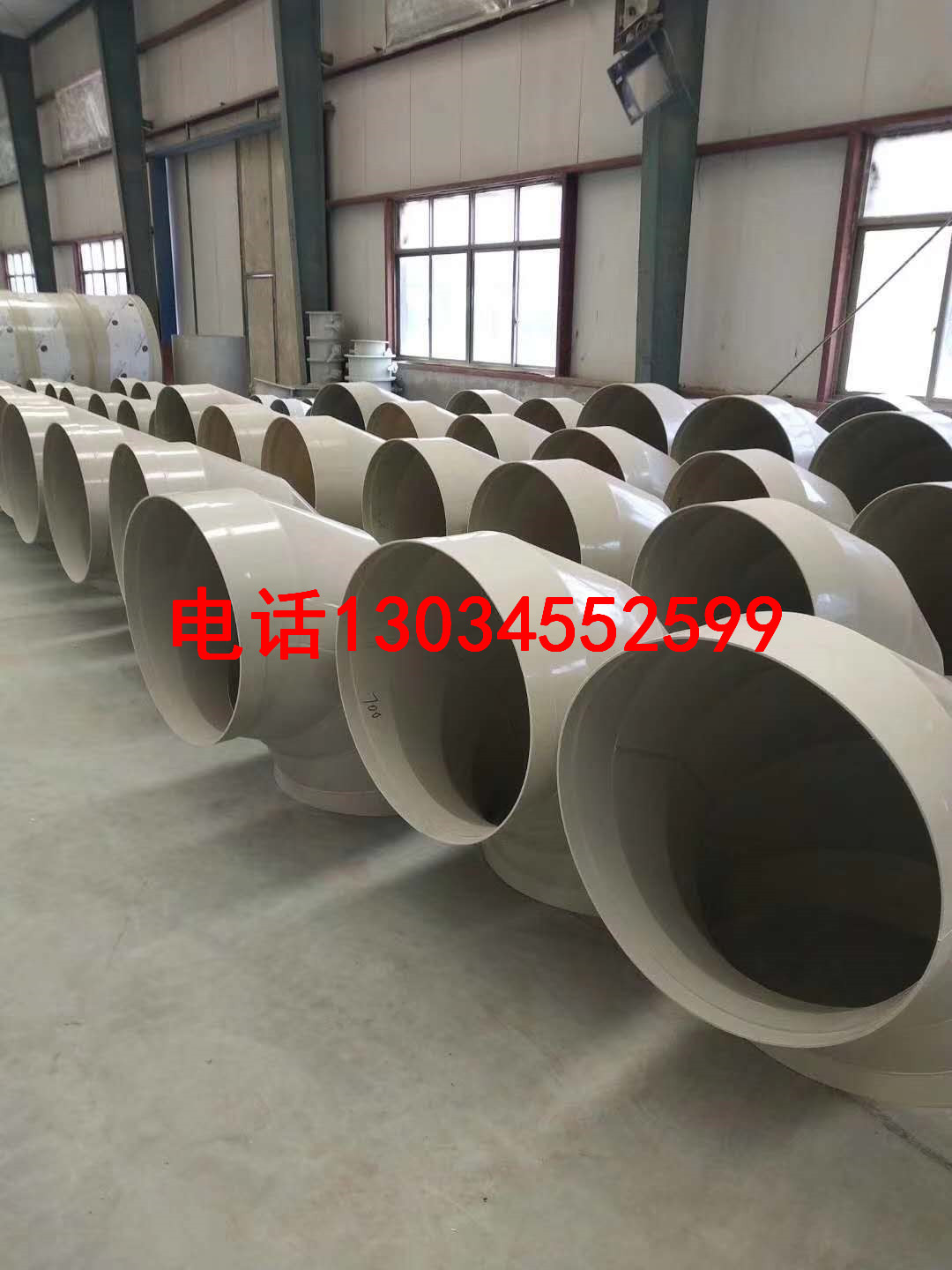
pp管具有******的力學性能和***異的耐腐蝕性。它們重量輕���,設備方便���,不需要維護。但普通工程的下水管采用鋼材時��,需要經(jīng)常涂刷油漆�����,維護成本高���。一般建筑和共用工程的金屬管需要20年左右更換��,而加工功能******的pph管使用壽命為50年�����。生產(chǎn)設備的模具中應有導流設備����。塑料復合管共擠時,塑料熔體在進入入口模之前�,需要通過模頭中的分流設備,使來自擠出機的熔融物料逐漸變成環(huán)形��,很***地將物料塑化在一起��。因此�,模具中應設置導流錐、導流支架等導流設備��。
PP管是將不同類型的原料或同類型不同商標的原料分別放入擠出主機和各種共擠出機的料斗中��,然后塑化熔融���,然后以固定的量和壓力擠壓入模頭,然后輸送到其指定的流道中的加工方法��。在壓力和溫度的作用下�����,這些熔體自行流動�,然后聚集在模頭區(qū)域,從模頭的成型部分擠出�����,然后冷卻和成型,以獲得所需的復合型材����。在管材的彈塑性彎曲過程中,外層材料在切向拉應力的作用下伸長變形�����。當彎頭外伸變形超過一定值時�,管道側壁材料會產(chǎn)生一定的變形失穩(wěn)和一定的拉伸開裂。因此�����,彎管的成形極限可以根據(jù)材料的塑性相對延伸率�,即延伸率來確定。
pp管的端面應垂直于管道軸線����。管件應完整,無缺陷和變形����;PP管及管件的內(nèi)外壁應光滑平整�,無氣泡��、裂紋�����、起皮����、明顯標志和凹陷,色澤應基本一致���。PP管材和管件的物理機械性能�����、管材尺寸、外徑��、壁厚公差和管公差應符合相關規(guī)范和標準的要求�。普通塑料管擠壓模具生產(chǎn)的管材通常軸向強度高于周向強度。但是��,根據(jù)管道在內(nèi)壓作用下的實際運行情況�����,可以知道,在此過程中����,經(jīng)過單元體的應力微分后,管道的周向應力約為軸向應力的兩倍�����,導致塑料管的性能分布不合理��,組成材料非常浪費���。
玻璃纖維等增強材料可以******提高聚合物復合材料的強度�����、模量和耐熱性�。然而�,如果仍然使用傳統(tǒng)的管材擠壓模具,重要的增強是管材的軸向強度��。為了提高管材的弱周向強度���,出現(xiàn)了新型管材擠壓模具�,如剪切式空心管材擠壓模具和變形擠壓管材擠壓模具,其中許多模具都取得了較***的效果���。然而����,雖然這些模具增強了管道的周向強度�,但軸向強度沒有得到改善,有些甚至被削弱了�����。




 聯(lián)系廠家
聯(lián)系廠家 銷售熱線
銷售熱線 返回頂部
返回頂部