PPS管件生產(chǎn)廠家歡迎您的訪問(wèn)
PPS管件生產(chǎn)廠家歡迎您的訪問(wèn)

本藍(lán)環(huán)保銷售經(jīng)理
為您分享pps阻燃風(fēng)管結(jié)構(gòu)特點(diǎn)2024-12-31
阻燃管解讀:通風(fēng)軟管市場(chǎng)價(jià)格分2024-12-24
PPS阻燃風(fēng)管制作工藝的精細(xì)之道2024-12-12
pps阻燃風(fēng)管的連接重要性與注意事2024-12-12
PPS阻燃風(fēng)管在礦井中的價(jià)值實(shí)現(xiàn)2024-12-12
阻燃管常用正確鑒別方法2024-12-06
pps阻燃風(fēng)管究竟有可以有什么功效2024-12-31
為您解答pps阻燃風(fēng)管的方向伸縮節(jié)2024-12-31
PPS阻燃風(fēng)管開(kāi)裂難題的原因分析2024-12-31
PPS阻燃風(fēng)管模式的構(gòu)成2024-12-31
阻燃管的四種分類方法2024-12-24
阻燃管使用材料和特性詳解2024-12-24
PRODUCT CENTER
NEWS
PRODUCTS
CONTACT US
手 機(jī): 13034552599
電 話:0530-8508508
傳 真:0530-8587555
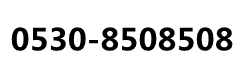
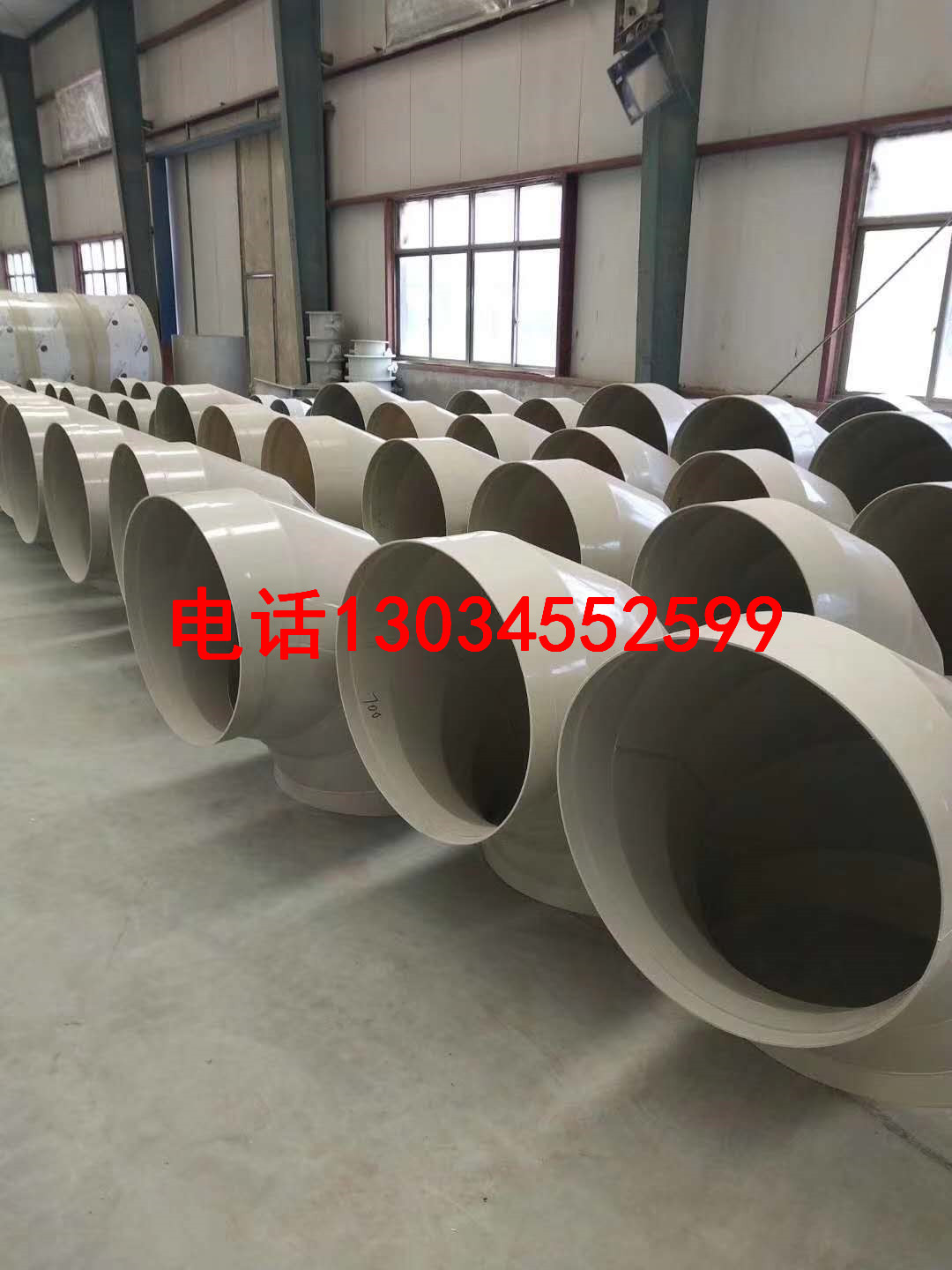
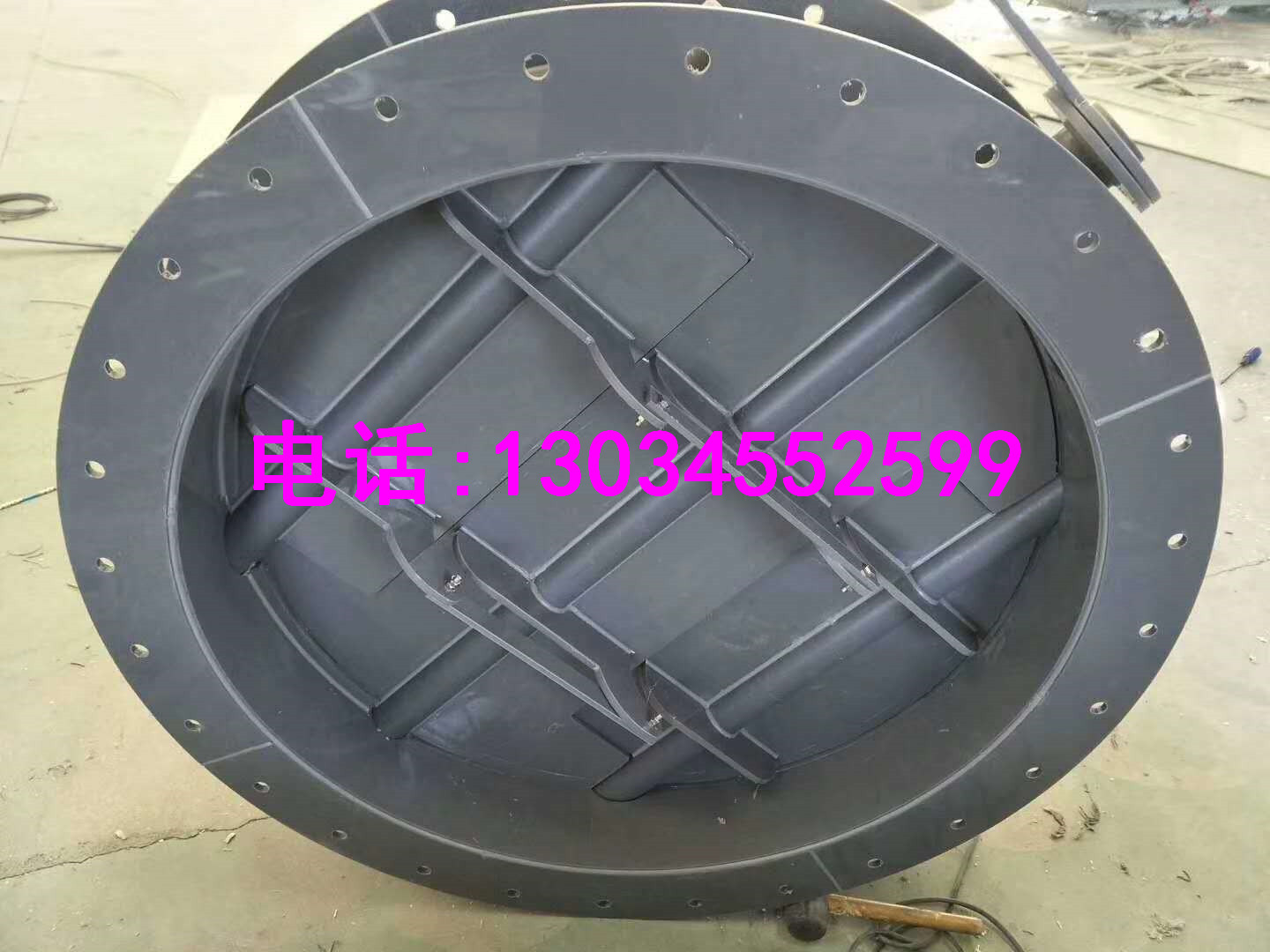
主 營(yíng):PP管,PPS板材,PP管件
地 址:山東省巨野縣中小企業(yè)孵化園



 聯(lián)系廠家
聯(lián)系廠家 銷售熱線
銷售熱線 返回頂部
返回頂部