PPS管件生產(chǎn)廠家歡迎您的訪問
PPS管件生產(chǎn)廠家歡迎您的訪問

本藍環(huán)保銷售經(jīng)理

阻燃管裝置流程及生產(chǎn)擠壓的特點2023-11-06
揭秘PP管的耐壓性能2023-10-24
室內(nèi)給水PP管安裝的注意事項2023-10-24
阻燃管的無毒性為環(huán)保工作做出了2023-09-11
pp阻燃方管自身材質(zhì)與設備質(zhì)量的2023-09-08
阻燃管的產(chǎn)品特色和作用分析2023-09-08
阻燃管成型加工和使用過程中產(chǎn)生2023-11-06
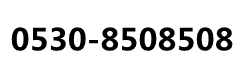
挑選PP風管存在的問題及其對輸送2023-11-06
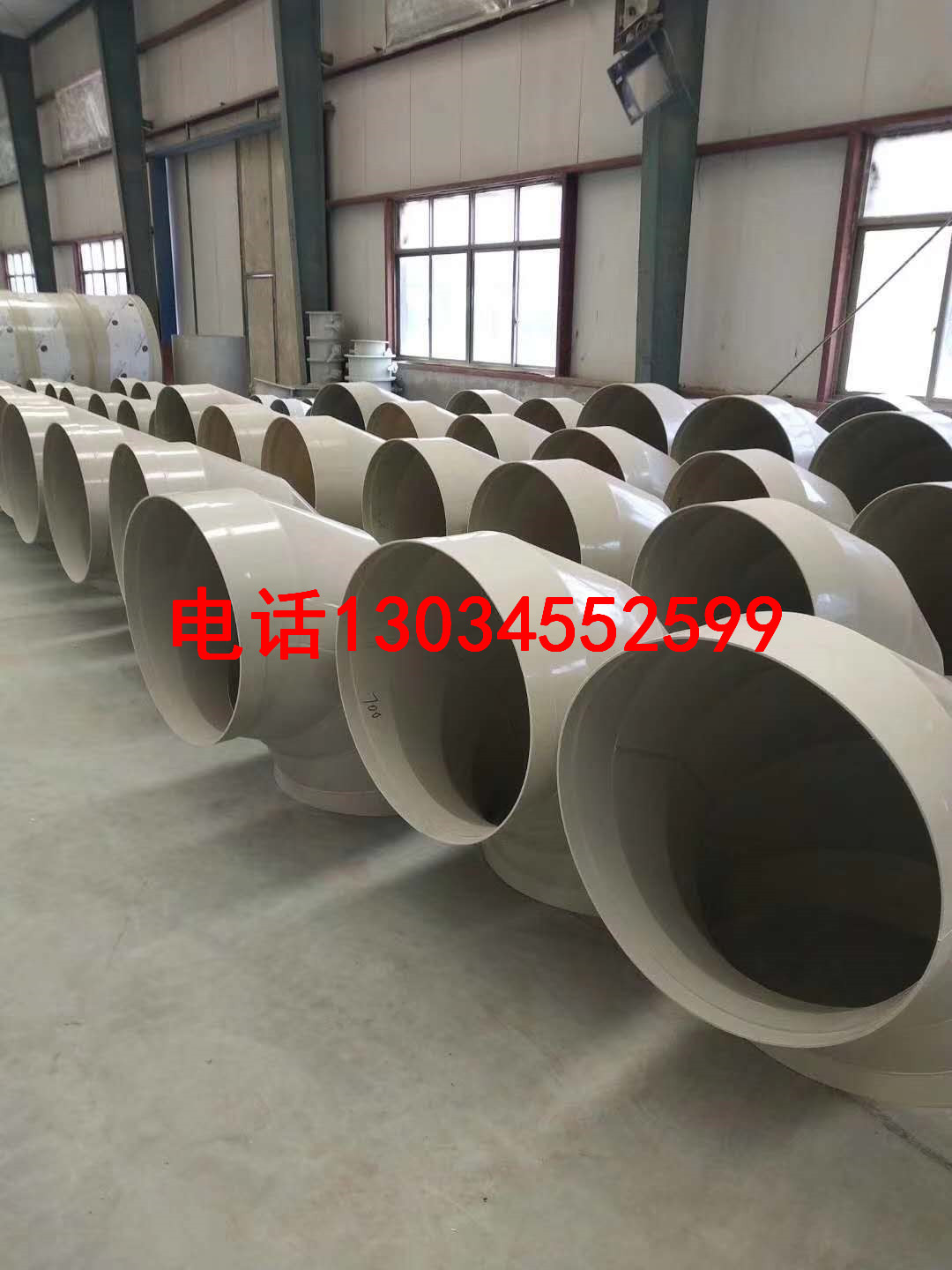
阻燃管采用法蘭連接及防護措施2023-11-06
PP阻燃方管的重要性2023-10-27
PP阻燃方管的應用及其重要性2023-10-27
PP管材的優(yōu)點解析2023-10-24



 聯(lián)系廠家
聯(lián)系廠家 銷售熱線
銷售熱線 返回頂部
返回頂部